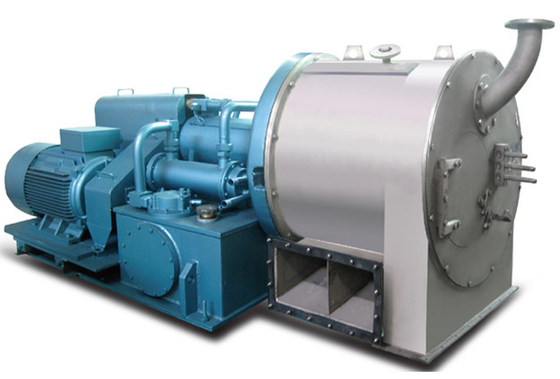
Pillow plate heat exchanger in black liquor process during paper production
Black Liquor
Black liquor is the waste liquor from the kraft pulping process after pulping is completed. It contains most of the original cooking inorganic elements and the degraded, dissolved wood substance. The latter includes acetic acid, formic acid, saccharinic acids, numerous other carboxylic acids (all as the sodium salts), dissolved hemicelluloses (especially xylans), methanol, and hundreds of other components. It is an extremely complex mixture. About 7 tons of black liquor at 15% solids (about 10% organic chemicals and 5% inorganic chemicals with a total solid is produced per ton of pulp. The black liquor must be concentrated to as high a solids content as possible before being burned in the recovery boiler to maximize the heat recovery. The viscosity rises rapidly with concentration above 50%, with softwood black liquors being more viscous than hardwood black liquors. Black liquor is usually fired at 65%–70% solids content.
Basic process requirements
Efficient use of energy
Efficient separation of water vapor from black liquor
Proper separation of methanol, tall oil soap
Concentration of black liquor to 75-85% dry solids
Technology
The inherent complex composition of black liquor translates into several interdependent design requirements for the evaporators:
The evaporation plant must efficiently transfer heat for the evaporation of the black liquor.
It must do so while avoiding scale formation on the heat transfer surfaces.
The evaporation plant must also produce sufficiently cleancondensate fractions to satisfy the needs of the pulp mill and recausticizing area, thus greatly reducing the fresh water intake of the mill.
Volatile components and NCGs must be removed and conditioned for safe disposal via incineration.
EVAPORATOR EQUIPMENT
There are two basic types of evaporator equipment in service today for black liquor evaporation:
Rising Film Evaporators
Also referred to as a Long Tube Vertical (LTV) evaporator, this design has dominated the Industry for decades and remains a common sight in older mill operations.
Falling Film (FF) Evaporators
This evaporator design relies either on tubes or plates as heat transfer surfaces. Liquor is processed on the inside of the s intubular units but on the outside of the heat transfer surface in plate designs.

Falling Film evaporators consist of a liquor sump from which a defined volume of liquor is continuously recirculated to the top of the heating element
A distribution device,typically a tray or a spray nozzle in some designs, then distributes the flow of liquor over the entire heating surface. Holes in tubular units or slots for plate units are positioned to allow the liquor to fall onto the tubesheet or the plates.Even distribution ofliquor is a critical consideration for this type of designs and both the tray and the tubesheet(or plate element) must all be level.
Following the distribution device,a thin film of liquor is established on the heating surfaces and flows downward back to the liquor sump while being partally evaporated. Heat-transfer rates are considerably better,especially at higher concentrations, when using falling film designs over rising film designs since the liquor falls turbulently over the heating surface. Any liquor preheating requirement is also efficiently accomplished in the falling film design.
Falling Film Concentrators are really an adaptation for high solids service of the FF evaporator design discussed above. By nature, FF concentrators, where evaporation takes place from a liquor film within the heating element result in high supersaturation levels being developed within the liquor. This can result in uncontrolled scale formation due to excessive crystal nucleation rather than gentle crystal growth.
Some FF concentrator designs actually do not even attempt to control scale formation on the heating surfaces, but rather provide a mean to remove such scale faster than it forms and before it can negatively impact capacity or lead to plugging. Quick switching designs,commonly used with plate and tubular-element units, rely on this strategy by continuously moving multiple concentrator bodies (or chambers within the same body)between product liquor and washing positions.
Another design approach involves operating the FF concentrator at low heat flux to reduce the amount of supersaturation developed in the liquor during heat transfer. A substantial amount of heat transfer area has to be provided in this case,as well as a commensurate recirculation rate,to reduce both operating AT and specific evaporation per unit of heat transfer area.
Mechanical Vapor Recompression MVR Evaporator consumption compared with traditional evaporation equipment calculated by evaporating 1T water
| Name |
Steam |
Electric Power |
Total Cost (RMB) |
| Evaporation Capacity (kg/h) |
Consumption (T) |
Cost (RMB) |
Consumption (kw) |
Cost (RMB) |
|
| Single Effect Evaporator |
1.1 |
220 |
3 |
2.1 |
222.1 |
| Double Effect Evaporator |
0.55 |
110 |
3 |
2.1 |
112.1 |
| Three Effect Evaporator |
0.4 |
88 |
3 |
2.1 |
90.1 |
| MVR Evaporator |
0.02 |
4.4 |
30 |
21 |
25.4 |
Method to get 80-85% dry solids?
Duplex construction material
high alkali content may cause Stress Corrosion Cracking (SCC)
Liquor retention time
evaporator acts also as a LHT-reactor
Due to the high viscosity
MP-steam as heating medium
liquor temperature 175 ℃ in final concentrator
Multiple-effect evaporator and concentrator
Evaporation plants are well-proven in installations around the world.
There are a variety of configurations and models available – from pre-evaporators to multiple-effect evaporation trains – to accommodate even the most challenging pulp mill or effluent plant evaporation needs.
The major advantage to multiple-effect evaporators is the utilization of proven lamella heating surfaces for high efficiency and reliability.
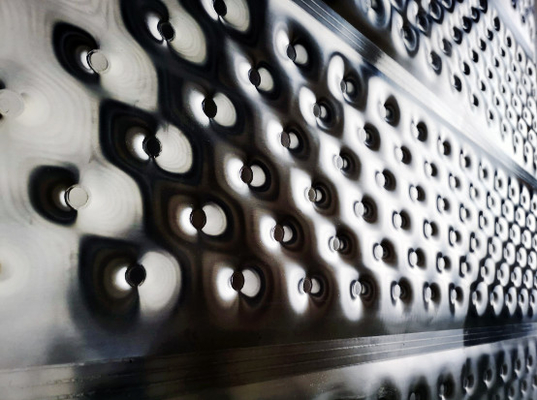
PP-evaporation-plant-lamella
Evaporation plant lamellar
lamella heating surface
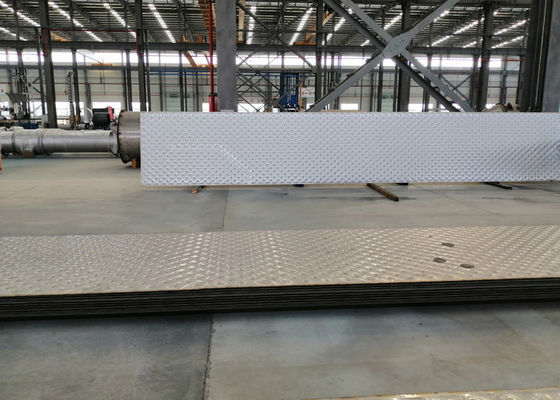
Our production facility
Clients site

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!