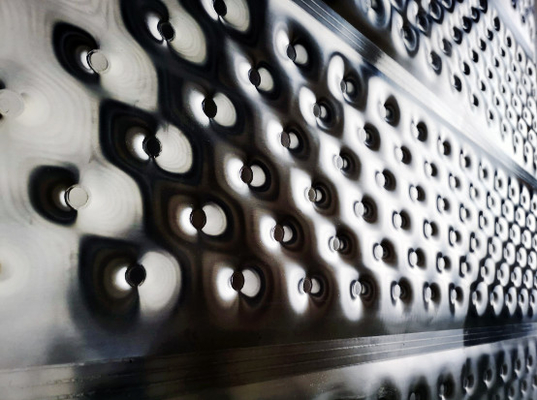
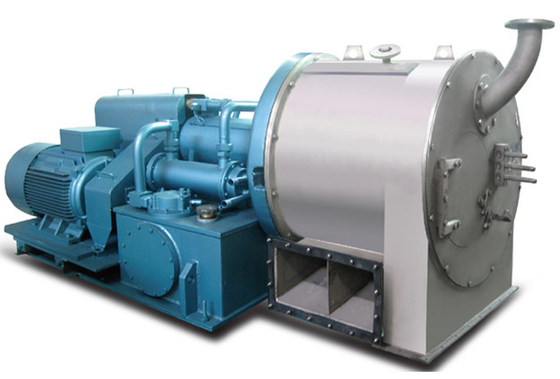
Stainless steel pillow plate jacket evaoprator in paper production for black liquor
Basic information
Black liquor contains a large number of inorganic compounds. In the evaporation process, these inorganic compounds reach their solubility limit and deposit scale on the heat transfer surface of the evaporator, which greatly limits the capacity of the evaporation device and the whole recovery station.
Black liquor from paper pump is usually 13-18% ts. Most of the water has to be evaporated to produce solids of sufficient height to support efficient combustion in the recovery boiler, usually between 65% and 80% ts.
In the process of evaporation to obtain this solid level, sulfur compounds, methanol and other volatile components are released from the liquid, and they must be separated from the condensate for reuse and re derusting in the fiber line. From this point of view, the evaporation device is actually the "water plant" in the mill.
Multi effect evaporation is widely used in black liquor evaporation. In the multi effect evaporation system, the higher the evaporator efficiency is, the better the economy is, but it also increases the investment cost. According to the different requirements of evaporation, 5-7 effect evaporation system is widely used at present, which has good economy
TWO EVAPORATOR EQUIPMENT
Two basic types of evaporator equipment in service today for black liquor evaporation
Rising Film Evaporators
Referred to as a Long Tube Vertical evaporator, this design has dominated the Industry for decades and remains a common sight in older mill operations.
Falling Film (FF) Evaporators
This evaporator design relies either on plates and tubes as heat transfer surfaces. Liquor is processed on the inside of the s intubular units but on the outside of the heat transfer surface in plate designs.
Evaporators consist of a liquor sump from which a defined volume of liquor is continuously recirculated to the top of the heating element
A distribution device,typically a tray or a spray nozzle in some designs, then distributes the flow of liquor over the entire heating surface. Holes in tubular units or slots for plate units are positioned to allow the liquor to fall onto the tubesheet or the plates.Even distribution ofliquor is a critical consideration for this type of designs and both the tray and the tubesheet(or plate element) must all be level.
Following the distribution device,a thin film of liquor is established on the heating surfaces and flows downward back to the liquor sump while being partally evaporated. Heat-transfer rates are considerably better,especially at higher concentrations, when using falling film designs over rising film designs since the liquor falls turbulently over the heating surface. Any liquor preheating requirement is also efficiently accomplished in the falling film design.
Plant must efficiently transfer heat for black liquor Evaopration.
The inherent complex composition of black liquor translates into several interdependent design requirements for the evaporators:
It must do so while avoiding scale formation on the heat transfer surfaces.
The evaporation plant must also produce sufficiently cleancondensate fractions to satisfy the needs of the pulp mill and recausticizing area, thus greatly reducing the fresh water intake of the mill.
Volatile components and NCGs must be removed and conditioned for safe disposal via incineration.
Mechanical Vapor Recompression MVR Evaporator consumption compared with traditional evaporation equipment calculated by evaporating 1T water
| Name |
Steam |
Electric Power |
Total Cost (RMB) |
| Evaporation Capacity (kg/h) |
Consumption (T) |
Cost (RMB) |
Consumption (kw) |
Cost (RMB) |
|
| Single Effect Evaporator |
1.1 |
220 |
3 |
2.1 |
222.1 |
| Double Effect Evaporator |
0.55 |
110 |
3 |
2.1 |
112.1 |
| Three Effect Evaporator |
0.4 |
88 |
3 |
2.1 |
90.1 |
| MVR Evaporator |
0.02 |
4.4 |
30 |
21 |
25.4 |
About Concentrators
This refers to a class of evaporator designs specifically engineered to address the two issues associated with the processing of black liquor at high concentrations:
1.Precipitation of supersaturated components from the liquor
Generally, 50-55%TS,water soluble sulfate and carbonate sodium salts exceed their solubility limits and begin to precipitate from the black liquor being evaporated. The double salt burkeite is the first to precipitate in the concentration process while dicarbonate, another sodium double salt, reaches its solubility limit later on, around 60%TS.Control of this precipitation process is a crystallization problem, and achieving higher concentrations requires that evaporation equipment be designed as crystallizers to allow these salts to form in the bulk of the liquor,and not as scale on the heat transfer surfaces.
2. High liquor viscosity
When concentration increases, black liquor rheological behavior changes from a Newtonian fluid to a pseudo- plastic fluid extremely viscous. Such high viscosities translate into poor heat transfer in concentrators (low Reynolds number hence low turbulence) but also represent an impediment to crystal growth within the bulk of the liquor. In addition,storage of the concentrated liquor, especially if well above 75%TS, may have to be in a pressurized tank in order to maintain the ability to pump the liquor to the boiler as well as proper spraying patterns. To address these viscosity issues, black liquor concentrators are typically operated at substantially elevated temperatures and proper control of the liquor temperature under varying operating conditions becomes a critical parameter of the design as a mere 20 °F increase in liquor temperature can translate into a viscosity reduction of 50% in some cases.
Operation at elevated temperatures enhances the breakdown of calcium-organic complexes present in the liquor and, as a result, the risk of precipitation of calcium carbonate on the heat transfer surfaces is substantially increased. Precipitation of other water insoluble compounds, such as silica and oxalate salts if present in the liquor, can also occur at these higher temperatures, increasing the risk of scaling of the concentrator units.
Heat treatment of the liquor prior to the concentrator can permanently reduce the liquor viscosity by thermal- cracking of the long lignin and other organic compounds responsible for the liquor viscosity. Such treatment typically takes place in a continuous reactor operated at high pressure and temperature (above 350°F). Over 30 min of residence time in the reactor must be provided to achieve maximum viscosity reduction.
By nature, FF concentrators, where evaporation takes place from a liquor film within the heating element result in high supersaturation levels being developed within the liquor. Falling Film Concentrators are really an adaptation for high solids service of the FF evaporator design discussed above. This can result in uncontrolled scale formation due to excessive crystal nucleation rather than gentle crystal growth.
Some FF concentrator designs actually do not even attempt to control scale formation on the heating surfaces, but rather provide a mean to remove such scale faster than it forms and before it can negatively impact capacity or lead to plugging. Quick switching designs,commonly used with plate and tubular-element units, rely on this strategy by continuously moving multiple concentrator bodies (or chambers within the same body)between product liquor and washing positions.

Detailed Image
Facility Picture

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!