

































Who It Is For
This solution fits projects with annual capacity from ten thousand to three hundred thousand tons Supports greenfield and retrofit Compatible with sea salt lake salt and rock salt feed
Core Process Flow
The goal is stable quality low energy use and easy maintenance The line adopts purification and softening multi effect or mechanical vapor recompression evaporation and crystallization centrifugation salt washing drying screening iodization and packaging
- Raw salt receiving and dissolving Produce brine with constant concentration Tanks with online density and turbidity monitoring
- Purification and softening Remove calcium magnesium sulfate and heavy metals by clarification filtration softening and desulfuration
- Evaporation and crystallization Use three to five effect or MVR to cut steam load Control seeding and supersaturation
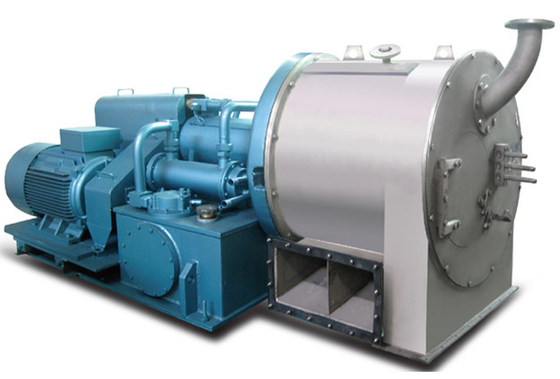
- Centrifugation Use pusher or scraper centrifuge Improve cake solids and recover mother liquor
- Salt washing Wash with hot saturated brine Reduce entrained impurities and soluble calcium magnesium
- Drying Use fluidized bed hot air drying with heat recovery Control moisture and whiteness
- Screening Grade into different sizes Ensure dissolution and flow performance
- Functional addition Dose iodine and anti caking agent with uniform mixing Inline inspection included
- Packing and palletizing Bag or case packing options Metal detection weight check and trace code
Recommended Equipment
Key Units
Dissolver Clarifier Plate filter Softening system Multi effect or MVR evaporator Crystallizer Pusher centrifuge Hot air or steam fluidized bed dryer Vibro screen Blender Automatic packer and palletizing unit
Automation and QC
DCS or PLC with field instruments for temperature pressure flow density conductivity and moisture Closed loop dosing for iodine and anti caking agent Trace barcode and data dashboard
Quality and Compliance
Product indices include sodium chloride content whiteness moisture insolubles calcium and magnesium granularity and iodine content The process meets local food safety regulations and industry standards Plants implement HACCP and traceability
Utilities and Energy
Steam condensate water recovery cooling water compressed air process water and power are designed with redundancy and energy saving Evaporation prefers multi effect or MVR for energy optimization The dryer recovers exhaust heat
Environment and Safety
Mother liquor utilization and compliant discharge Dust collection and noise control Fire protection and hazardous zoning Complete risk identification and prevention system
Build and Service
Provide process design equipment selection installation and commissioning performance validation handover and training Lifecycle service with optional spare package and remote diagnostics
FAQ
How to adapt different feed We validate process windows and recipes to stabilize brine from various sources
How to control energy use Multi effect or MVR evaporation heat recovery and smart control reduce steam and power per ton
How to keep iodine stable Inline dosing with sampling checks and statistical process control keep consistency