Black Liquor
Black liquor is the waste liquor from the kraft pulping process after pulping is completed. It contains most of the original cooking inorganic elements and the degraded, dissolved wood substance. The latter includes acetic acid, formic acid, saccharinic acids, numerous other carboxylic acids (all as the sodium salts), dissolved hemicelluloses (especially xylans), methanol, and hundreds of other components. It is an extremely complex mixture. The black liquor must be concentrated to as high a solids content as possible before being burned in the recovery boiler to maximize the heat recovery. The viscosity rises rapidly with concentration above 50%, with softwood black liquors being more viscous than hardwood black liquors.
MVR Technology
MVR technology is to compress the secondary steam of the evaporator by mechanical method, increase its pressure and temperature, increase its enthalpy, and then send it back to the heating chamber of the evaporator to be used as heating steam, so as to keep the feed liquid in boiling state, while the heating steam itself condenses into water. Compared with the multi effect evaporation technology, MVR technology compresses and recycles all the secondary steam and recovers the latent heat, so it is more energy-saving than the multi effect evaporation technology.
Application of MVR Technology:
When the concentration of evaporated liquid is raised and its boiling point is raised within a certain limit, for example, when the concentration of evaporated black liquid is below 20%, the boiling point is raised no more than 1.5 ℃.
It is used in the areas or enterprises where the electricity price is cheap and the heat energy is expensive.
2. Application of technology in black liquor evaporation of pulp
Taking the evaporation of wheat straw pulp black liquor as an example, the combination evaporation process of MVR technology and multi effect evaporation was compared with the multi effect evaporation process. The details are as follows.
2.1 main parameters and evaporation scheme
The results show that the flow rate of dilute black liquor is 128.6t/h, the temperature of dilute black liquor is 70 ℃, the concentration of dilute black liquor is 10%, the concentration of concentrated black liquor is 45%, and the evaporation water is 100t / h. The multi effect evaporation process is 5-effect evaporation station, and the combined evaporation process is MVR pre concentration + 5-effect evaporation station.
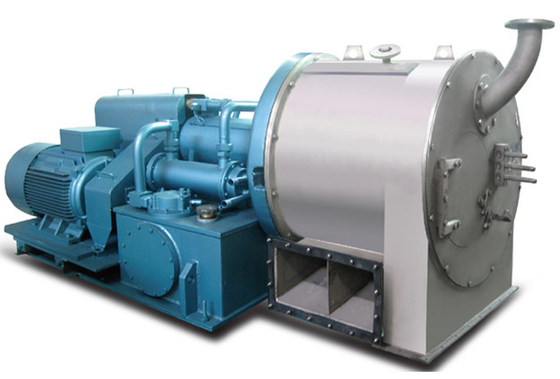
multiple-effect evaporator and concentrator
Evaporation plants are well-proven in installations around the world. There are a variety of configurations and models available – from pre-evaporators to multiple-effect evaporation trains – to accommodate even the most challenging pulp mill or effluent plant evaporation needs
The major advantage to multiple-effect evaporators is the utilization of proven lamella heating surfaces for high efficiency and reliability.
pp-evaporation-plant-lamella
Evaporation plant lamellar
lamella heating surface
Mechanical Vapor Recompression MVR Evaporator consumption compared with traditional evaporation equipment calculated by evaporating 1T water
| Name |
Steam |
Electric Power |
Total Cost (RMB) |
| Evaporation Capacity (kg/h) |
Consumption (T) |
Cost (RMB) |
Consumption (kw) |
Cost (RMB) |
|
| Single Effect Evaporator |
1.1 |
220 |
3 |
2.1 |
222.1 |
| Double Effect Evaporator |
0.55 |
110 |
3 |
2.1 |
112.1 |
| Three Effect Evaporator |
0.4 |
88 |
3 |
2.1 |
90.1 |
| MVR Evaporator |
0.02 |
4.4 |
30 |
21 |
25.4 |

Cleanest condensates
Highly efficient condensate segregation in the evaporator ducts and lamellas, plus the integrated stripping of foul condensate fractions, produce clean and re-usable water. Methanol in the liquor is separated from the condensate and recovered as an auxiliary fuel in a methanol liquefaction system.
Efficient chloride and potassium removal
Crystallization technology is used in the integrated system. Energy is conserved by using the secondary vapor from the evaporator for the crystallization process.
Best possible energy efficiency
The use of fully integrated foul condensate stripping, optimized liquor distribution, and the ability to use various heat sources within a single thermal effect ensure an evaporation system that meets unique customer requirements while providing the best possible availability and energy efficiency.
Production Capability

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!