Maximize Productivity with MVR Evaporator for Your Evaporation Process

Reuse latent heat via mechanical vapor recompression to cut utility demand, stabilize quality, and lift evaporation throughput.
- Lower operating cost: reduced fresh steam, boiler load, and cooling water
- Higher steady-state evaporation rate for long campaigns
- Handles challenging feeds: high-salinity, viscous, and scaling-prone
- Full automation and CIP shorten downtime and human interventions
Why Choose an MVR Evaporator?
In evaporation, energy and usable capacity often trade off. By compressing secondary vapor and sending it back to the heating side, an MVR system lets the same heat do more work, balancing energy use, footprint, and scalability.
- Lower OPEX: Slash fresh steam, boiler load, and cooling water; long-term TCO improves.
- Higher Throughput: Stable compressor heat input keeps evaporation intensity and U-values high.
- Easy Integration: Plug into crystallization, ZLD, and upstream/downstream units with fewer compromises.
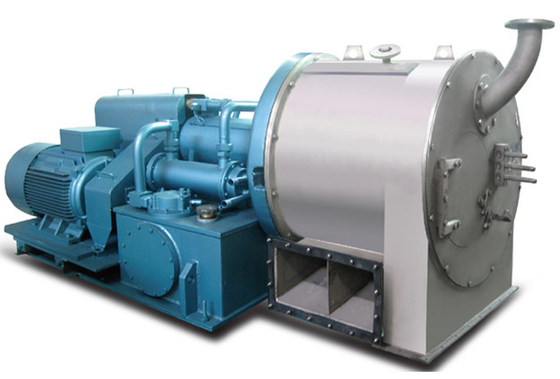
How MVR Works (Mechanical Vapor Recompression)
Feed enters the evaporator and boils. The generated secondary vapor is compressed (centrifugal / high-speed turbo / Roots) to a higher pressure and temperature, then routed to the shell side as the heating medium. Vapor/liquid separation follows; condensate is recovered while non-condensables are vented under vacuum. Periodic CIP keeps surfaces clean. PLC control holds evaporation rate, vacuum, surge protection, and energy optimization.
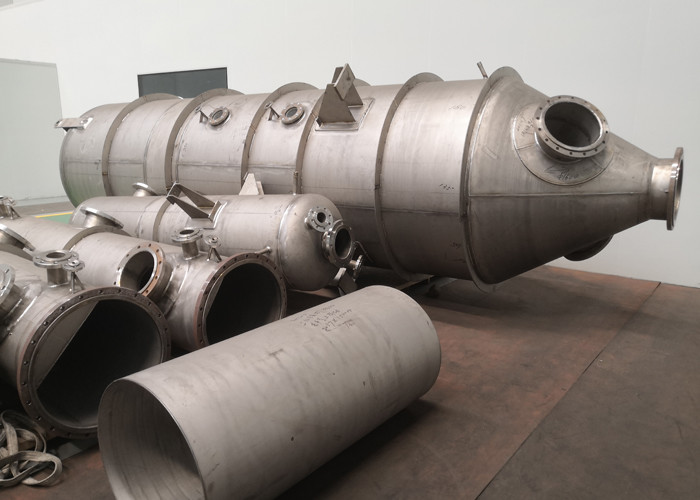
Key Components: Evaporator body, vapor compressor, vapor-liquid separator, main heater, preheater, condenser, vacuum system, CIP skid, instrumentation (T/P/flow/conductivity/level), PLC/HMI/historian.
Back-of-the-envelope relations:
- Material: F = D + C (feed = vapor + concentrated product)
- Heat: compressed vapor enthalpy rise and ΔT at the exchanger bound practical evaporation intensity
- Design must consider BPE, viscosity, scaling, and allowable ΔT
Where It Excels
Industrial Wastewater / ZLD Pretreatment
Concentrate high-salt or organics-laden streams to lower final solids burden.
Lithium Brine & Chemicals
Tight control of concentration steps with seamless handoff to crystallization.
Dairy & Food
Heat-sensitive products benefit from small ΔT and controlled residence time.
Pharma / GMP
Hygienic materials, validated cleaning, and complete batch records.
Representative industries served by MVR evaporation systems.
Performance & Sizing (Engineer-Friendly)
Provide upfront: feed rate, initial/target solids, BPE, viscosity-temperature curve, allowable ΔT, scaling factor, corrosives (Cl⁻/F⁻/H₂S), annual operating hours, and utility boundary conditions.
Common materials: SS316L, duplex 2205/2507, titanium & Ti‑Pd, Hastelloy (selected by corrosion chart vs. budget).
Compressor selection:
- High-speed centrifugal/turbo - high efficiency, low noise, clear maintenance windows
- Roots - simple construction; good for small/medium duties or staged high‑BPE trains
- Parallel trains - redundancy and elastic turndown
Automation: adaptive evaporation rate & concentration, vacuum/surge control, ΔT protection, sequenced CIP, energy KPI dashboards.
MVR vs. Multi-Effect (MEE) vs. TVR
| Criterion |
MVR Evaporator |
Multi-Effect (MEE) |
TVR |
| Fresh Steam Dependence |
Very low (mostly electric) |
Medium to high |
Medium |
| Start/Stop & Load Following |
Good |
Fair |
Fair |
| Maintenance Complexity |
Medium (compressor-centric) |
Medium |
Low-Medium |
| High-BPE / High-Salt Suitability |
Staged designs handle it well |
Needs more effects |
Limited |
| Typical Total Cost of Ownership |
Medium-High (shorter payback) |
Medium |
Medium |
Sample Duty (For Sales Conversations)
Feed: 50 m³/h at 8% TDS → Target: 35% (mother liquor to crystallizer)
Train: Two-stage MVR in series + preheater + online CIP
Takeaways: Dramatically reduced fresh steam and cooling water; continuous run ≥ 20 days then single CIP; tight quality variance.
Generic example only. Final design must be confirmed by lab data and heat/mass balance.
Quality & Compliance
- Welding and pressure vessels per regional codes (ASME/PED)
- Surface finish & dead-leg control meet food/pharma hygienic standards
- Full material traceability; CIP/SIP capability and validation dossiers
FAQ
Why is an MVR evaporator more energy‑efficient?
By compressing secondary vapor and reusing its latent heat for boiling, MVR slashes fresh steam demand. Electricity drives the compressor, keeping energy levels matched to the duty.
Is MVR suitable for high-salinity or high‑BPE feeds?
Yes. With staged design, extra heat-transfer area, and tuned ΔT/velocity, MVR is common in ZLD pretreatment and salt crystallization front‑ends.
How often does the compressor need maintenance?
Intervals vary by model and load. Focus areas are bearings, seals, and surge protection control. Good setpoints and condition monitoring extend service windows.
Can the system meet GMP or food-grade requirements?
Yes. We offer hygienic materials, smooth weld finish, drainability, validated CIP/SIP, and documentation aligned with your quality system.
Can MVR integrate with crystallizers or membranes?
Absolutely. Common trains: pre‑concentration MVR + forced‑circulation crystallizer, or MVR paired with NF/RO to optimize overall energy use.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!