High efficient Thermal Vapor Recompression (TVR) Evaporators in food, pharmaceutical, chemical, bioengineering
Principle
A part of the vapour steam is compressed to a higher pressure and temperature level by a steam jet pump with steam, so that it can be used as a heating medium.
Process description
The solution is preheated with condensate and enters the evaporation circuit. Here it mixes with the circulated solution and is warmed up in heater H. In the evaporator V, solvent (water) evaporates while cooling the solution to the boiling temperature. The resulting vapour steam is compressed to a higher pressure and temperature level by the steam jet pump with the help of steam, so that it can be used as a heating medium for heating the circulated solution. The excess vapour is condensed. If salt shall be crystallized in the plant, further evaporation concentrates the solution to such an extent that crystals are formed. If desired, the crystals in the suspension can then be separated from the solution and dried.
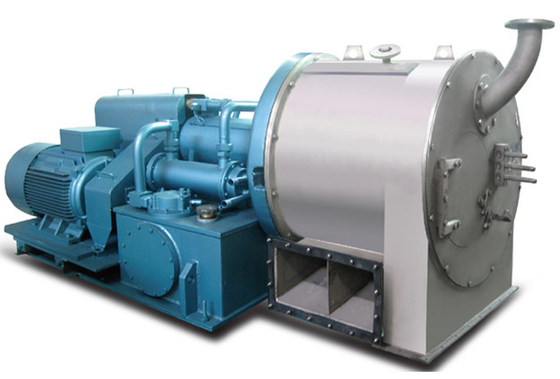
Thermo compressors
Thermo compressors are designed to recycle heat energy by capturing and recompressing waste steam for use elsewhere.
Thermo compressors, like ejectors, have no moving parts. The mechanical design consists of a steam chest, nozzle holder, nozzles, and diffuser.
The thermo compressor uses high pressure steam, as a motive fluid, which enters the steam chest and expands through the nozzle.
The high-velocity steam then entrains the waste steam, into a mixing chamber where the fluids are combined.
The mixed fluids are then recompressed to an immediate pressure through the diffuser, which acts as a nozzle in reverse, reconverting velocity energy to pressure energy.
Thermo compressors are designed for applications in the food, petroleum, chemical, power, and paper industries. Thermal recompression is typically applied in the dairy and juice industries to recapture and reuse steam from evaporators during the concentration process.
All thermo compressors are custom designed and performance tested to meet our client’s exacting specifications.
To learn more about thermo compressor heat recovery systems, and to discuss your specific process or application, please feel free to contact us.
Characteristics
Only a fraction of the evaporation energy has to be used in the form of live steam.
Low investment costs.
Retrofitting in existing plants is possible.
Suitable for various applications.
Variants
Increase in the number of stages to reduce steam consumption.
With or without salt separation.
Different preheating concepts.
Condensation of surplus vapour in mixing- or surface condensers.
| Performance Comparison for Different Evaporator |
| Item |
Single effect evaporator |
multi-effect evaporator |
TVR evaporator |
MVR evaporator |
| Energy consumption |
energy consumption is much higher than others, 1ton water will consume 1Ton steam in theory |
comparatively energy conservation |
Base on traditional multi-effect evaporator, one more effect added, but higher pressure steam driven needed |
The most energy saving technology for evaporator, but 10-40kwh power consumption |
| Floor space |
Small |
large |
large |
small |
| Energy sources |
steam & power, need steam pipe network and boiler |
steam & power, need steam pipe network and boiler |
steam & power, need steam pipe network and boiler, need high pressure steam. |
electricity, don't need pipe network, all the close-loop circulation system |
| Automaticity |
Semi automatic |
Full automatic operation, continuous evaporation |
Full automatic operation, continuous evaporation |
Full automatic operation, continuous evaporation |
Working principle drawing

Workshop site
Certificate

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!