

































Why this integrated approach
- Complete coverage across process civil equipment electrical and instrumentation automation and digital systems.
- Recipe based purification and crystallization tuned to feed chemistry for higher yield and tighter specifications.
- Lower operating cost through heat integration vapor recompression and water reuse.
- Traceable and audit ready for food chemical and pharma use cases.
- Expandable layouts and control architecture for future capacity and grade upgrades.
Industry use cases
Edible salt
Consistent particle size and uniform iodization suitable for retail and foodservice.
Consistent particle size and uniform iodization suitable for retail and foodservice.
Industrial salt
Configured for chlor alkali pulp and paper tanning dyes and heat treatment.
Configured for chlor alkali pulp and paper tanning dyes and heat treatment.
High grade applications
Enhanced removal of metals and insolubles with cleanroom compatible procedures.
Enhanced removal of metals and insolubles with cleanroom compatible procedures.
Process building blocks
- Intake and testing sampling and analysis to establish a variability model.
- Pretreatment and purification removal of calcium magnesium iron and manganese with coagulation clarification and staged filtration.
- Evaporation and concentration multi effect or MVR with heat integration to minimize utilities.
- Vacuum crystallization controlled supersaturation and residence time to shape PSD and purity.
- Dewatering low residual mother liquor with gentle handling of crystals.
- Drying and cooling low temperature high efficiency to limit caking risk.
- Sizing and additives accurate grading iodization and anticaking addition when needed.
- Packaging and palletizing accurate filling sealing coding and smart warehousing.
- Water and waste condensate recovery mother liquor reuse and zero liquid discharge options.
- Control and digital DCS or SCADA with MES LIMS dashboards and predictive maintenance.
![]()
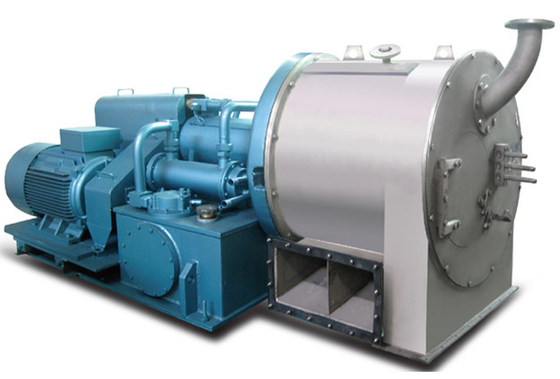
Core technologies and equipment
- Adaptive purification with switchable dosing and residence time control.
- High efficiency evaporation through multi effect trains and mechanical vapor recompression.
- Smart crystallization with online density turbidity temperature and particle size feedback.
- Cleanable low residual centrifuges for reduced cross contamination.
- Gentle dryers that preserve crystal morphology and flowability.
- End to end data capture and batch traceability at critical control points.
Delivery models
- EPC or EPCM from concept and design through procurement construction commissioning and ramp up.
- Digital from day one live energy quality and capacity dashboards at startup.
- Training and SOPs standard work maintenance routines and lab calibration workflows.
- Operations and optimization spares inspection plans and continuous energy improvement.
Compliance and quality
- Food contact materials and hazard analysis in place.
- HACCP GMP or equivalent frameworks supported.
- Batch traceability retention samples and lab capability building.
- Environmental compliance through reuse emission control and noise management.
- Documentation ready for audits and customer qualification.
- Change control and deviation workflows integrated with MES and LIMS.
Selection and ROI
Utility model
Built from feed chemistry target purity and capacity to forecast energy and water cost.
Built from feed chemistry target purity and capacity to forecast energy and water cost.
OPEX view
Steam power reagents and labor per ton with yield sensitivity.
Steam power reagents and labor per ton with yield sensitivity.
Ramp up
Progressive capacity increase with risk mitigations and performance guarantees where applicable.
Progressive capacity increase with risk mitigations and performance guarantees where applicable.
Expandable layout
Spacing logistics and services ready for future lines and grades.
Spacing logistics and services ready for future lines and grades.
FAQs
How is consistent purity achieved with variable feed brine
Online analytics recipe switching and dual feedback control stabilize the process and product.
What measures reduce steam and power consumption
Multi effect trains MVR heat integration and condensate reuse reduce intensity while dashboards and predictive maintenance keep the plant on target.
How do you mitigate caking and moisture pickup
Control discharge temperature cooling air and packaging headspace then apply suitable anticaking agents.