Tubular Type MVR Evaporator System Exchanger Forced Circulation 480V
Product Description

Engineer-to-order tubular (shell-and-tube) MVR evaporator with forced circulation for high-salinity, viscous, and solids-bearing streams. A mechanical vapor compressor recycles latent heat as the main duty, while tubular exchangers deliver robust heat transfer and fouling resistance. Designed for 480V grids with fully automatic 24/7 operation.
Key Benefits
- Durable heat exchange: Tubular exchangers tolerate scaling/erosion better than plates on difficult feeds.
- Stable with solids: High-velocity forced circulation maintains ΔT/LMTD and limits deposition.
- Low OPEX: Mechanical vapor recompression minimizes fresh steam after start-up.
- Wide duty window: Configurable for concentration, mother-liquor recovery, or ZLD pre-crystallization.
- Easy maintenance: Straight-tube or U-tube bundles, clean-outs, and CIP-ready design.
Process & Thermal Economy
Secondary vapor is mechanically compressed to elevate saturation temperature and reused as the heating medium. Forced-circulation loops keep tube wall shear high, protecting heat-transfer coefficients across variable chemistries.
Electrical Integration — 480V
Low-voltage integration for 480V / 60 Hz (50-60 Hz configurable). VFD-driven compressor and pumps, soft-start, and optional AFE/harmonic filters for grid compliance. MV transformers available on request.
Materials & Cleanability
Wetted parts in SS316L/duplex; titanium/Hastelloy options for chloride/corrosive service. Drainable layouts, removable channel heads, CIP skid, and anti-scale dosing for long campaigns.
Process Overview — Tubular MVR
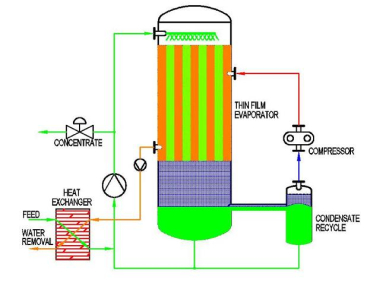
- Feed conditioning: screening/filtration, softening or pH trim to reduce scaling/corrosion.
- Tubular heater + separator: high-velocity loop under vacuum for gentle, efficient evaporation.
- MVR compression: compressor discharge sets ΔT; shell vacuum defines boiling point.
- Condensate management: polishing (filters/RO/AC) for reuse or compliant discharge.
- Concentrate routing: to crystallizer/centrifuge/dryer or recycle per flowsheet/ZLD.
Key Components
- Tubular shell-and-tube heater (straight/U-tube) with forced-circulation pump
- MVR mechanical vapor compressor (turbo/Roots) with VFD
- Vapor-liquid separator, condenser, vacuum/NCG handling skid
- PLC/HMI/SCADA; instruments (T/P/flow/cond/level); historian & remote access
- CIP skid; anti-scale dosing; optional condensate polishing filters/RO
Performance & Sizing
| Parameter |
Typical Range* |
| Power supply |
480V LV, 60 Hz (50-60 Hz configurable) |
| Operation |
Continuous, 24/7 |
| Electric use (MVR) |
~15-40 kWh per ton of water evaporated (duty/CR dependent) |
| Shell pressure (vacuum) |
~6-25 kPa(abs), feed/ΔT dependent |
| Steam demand |
Very low after start-up (backup/ancillary only) |
| Materials |
SS316L / duplex; Ti/Hastelloy on request |
*Performance depends on feed salinity/viscosity, fouling tendency, compression ratio, and exchanger design.
FAQ
When choose tubular over plate/plate-and-frame?
Tubular exchangers are preferred for scaling, particulates, or erosion risk—offering higher robustness and easier mechanical cleaning.
Can it integrate into our existing ZLD train?
Yes—commonly paired with RO/NF pre-concentration upstream and crystallization/solids handling downstream.
How is scaling managed?
Optimized ΔT/LMTD and velocity, anti-scale dosing, scheduled CIP, and materials upgrade (e.g., Ti) for aggressive brines.
Application

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!